A doksi online olvasásához kérlek jelentkezz be!
A doksi online olvasásához kérlek jelentkezz be!
Nincs még értékelés. Legyél Te az első!
Legnépszerűbb doksik ebben a kategóriában





Tartalmi kivonat
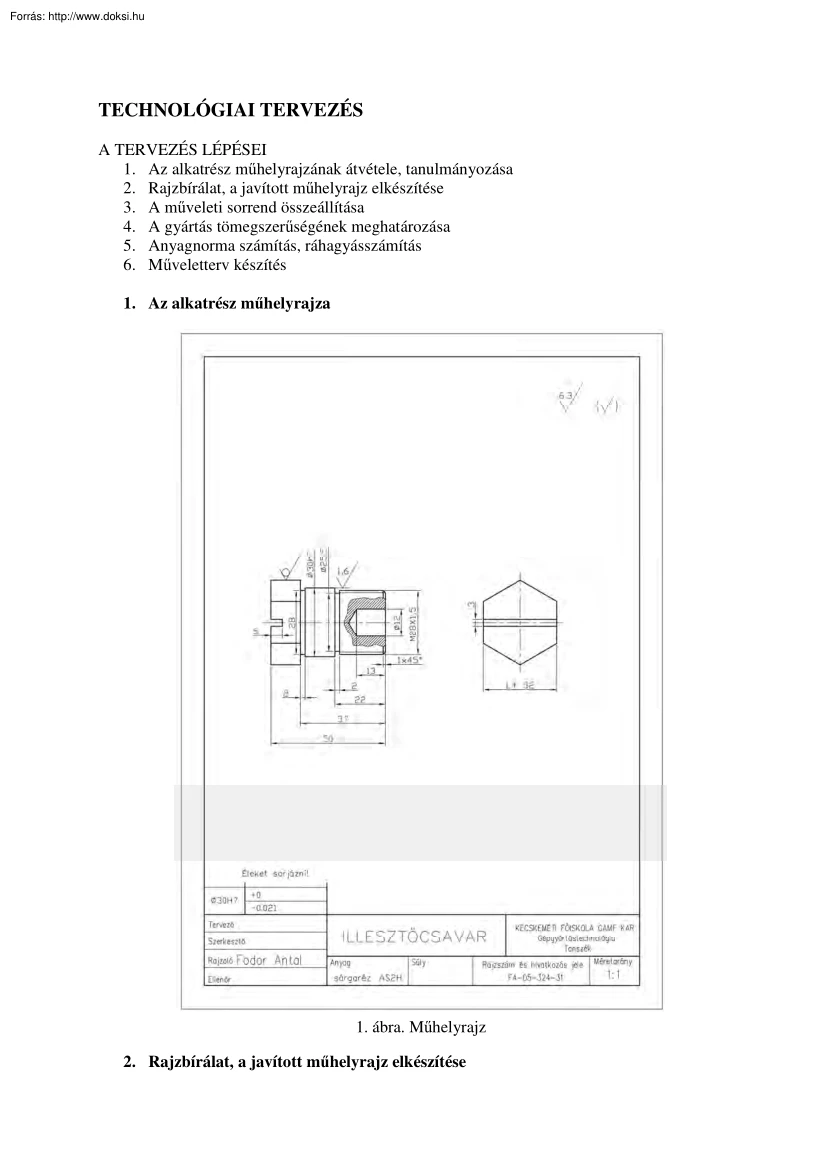
TECHNOLÓGIAI TERVEZÉS A TERVEZÉS LÉPÉSEI 1. Az alkatrész mőhelyrajzának átvétele, tanulmányozása 2. Rajzbírálat, a javított mőhelyrajz elkészítése 3. A mőveleti sorrend összeállítása 4. A gyártás tömegszerőségének meghatározása 5. Anyagnorma számítás, ráhagyásszámítás 6. Mőveletterv készítés 1. Az alkatrész mőhelyrajza 1. ábra Mőhelyrajz 2. Rajzbírálat, a javított mőhelyrajz elkészítése • A súly nincs megadva • Alkalmazásáról nincs információ • Rossz a cég megnevezése • 3. Mőveleti sorrend I. II. III. IV. Esztergál • tokmányba fog • oldalaz • átmérıben készre munkál • leszúr méretre Marás • satuba fog • főrésztárcsával hornyot mar Sorjáz • kézben sorjáz Végellenırzés 4. A gyártás tömegszerősége A gyártandó darabszám: Q = 100 darab/év. A szerszámgépek éves idıalapja: • Eszterga egy mőszakra: ImE = 111·103 min/év • Maró egy mőszakra: ImM = 111·103
min/év A mőveletek becsült normaideje: • Esztergálás: tnE = 3min • Marás: tnM = 1,5 min • Sorjázás: tnS = 0,5 min Az alkatrész becsült normaideje: tn = tnE + tnM + tnS = 5 min A lehetséges kibocsátási ütem: q = (ImE + ImM)/Q = 222·103/100 = 2220 min/db egy munkadarabra 2220 min juthatna, de csak 5 min kell. A tömegszerőségi mutató: Ks = q/tn = 2220/5 = 444. 1. táblázat A tömegszerőség és a gyártási rendszer Tömegszerőségi mutató Tömegszerőség Gyártási rendszer Ks>20 Egyedi gyártás 10< Ks>20 Középsorozat gyártás Mőhelyrendszerő Csoportrendszerő 2< Ks>10 Ks≈1 Nagysorozat gyártás Szakaszos folyamszerő Tömeggyártás Folyamszerő A táblázat alapján esetünkben egyedi gyártásról van szó, mivel a rendelkezésre álló gépkapacitás jóval nagyobb az igényeltnél. A javasolt gyártási rendszer: mőhelyrendszerő 5. Anyagnorma számítás, ráhagyásszámítás Anyagnorma az a legkisebb
anyagmennyiség, melybıl az elıirt technológia betartásával a kész alkatrész elkészülhet. 5.1 Leszabandó, legkülsı felületén nem megmunkált alkatrészek Az ILLESZTİCSAVAR-t legkülsı felületén nem kell megmunkálni. Kiinduló anyagként L = 3000 mm hosszúságú, lt.32 laptávú, hidegen húzott, hatszög keresztmetszető rudat használunk. A munkadarabot egyik oldalon tisztára forgácsoljuk, a = 1mm fogással, és leszúrjuk b = 2mm szélességő leszúró késsel. Egy munkadarabra esı hossz: ln = l + b + a = 53mm, ahol l – a kész munkadarab hossza. Az L = 3000 mm–es rúdból elkészíthetı munkadarabok száma: Nd = (L – Hv – Ho - Hb)/ln =(3000 – (3000·0,03) -50- 30)/53 = 53db. A képletben Hv – a végmegmunkálási hulladék a rúdvégeken (a rúdhossz 15%-a), Ho – az oszthatatlansági hulladék (max. egy munkadarabhossz), Hb – befogási hulladék A 100db elkészítéséhez két 3000 mm-es rúdra van szükség, a hulladék más célra
felhasználható. 5.2 Darabolandó és keresztmetszetében is megmunkált munkadarab Példa 6,3 0,8 CSAP Ø30 Ø50 h7 Ø20 Éleket sorjázni! Anyag: C45 20 30 1,6 80± 0,05 2. ábra Alkatrész rajz Mőveleti sorrend I. • II. • • Darabol kiindulási méretre Keretes főrészgépen Nagyolóesztergál tokmányban I. Nagyol átmérıket egyik oldalon Nagyol és simít homloklapon 1,6 III. • • IV. V. VI. VII. Nagylóesztergál tokmányban II. Nagyol átmérıket másik oldalon Nagyol és simít homloklapon méretre Simítóesztergál csúcsok közt (Ø50) Köszörül csúcsok közt (Ø50h7) Sorjáz Végátvétel A ráhagyás számítása A befoglaló méret meghatározásához elég a legnagyobb ármérıre és a teljes hosszra elvégezni a számításokat. A ráhagyást mőveletenként határozzuk meg: Rm = Reh + Rea + Rem + Rsb + Rsf, ahol Rm – a mőveleti ráhagyás, Reh – az elızı mővelet hibás felületi réteg vastagsága, Rea – az elızı mővelet
alakhibája, Rem – az elızı mővelet mérethibája, Rsb – a soron lévı mővelet bázismegválasztási hibája, Rsf – a soron lévı mővelet felfogási hibája. Teljes ráhagyás a mőveletre: n R = ∑ Rmi , i =1 ahol n – a mőveletek száma a felületen. T Rk Rs Ts Tn Rn Tegy AH FH Sm Nm Kiindulási méret Rk – köszörülési ráhagyás, Rs– simítási ráhagyás, Rn – nagyolási ráhagyás T – a kész felület tőrése, Ts – a simítás tőrése, Tn – a nagyolás tőrése, Tegy – az elıgyártmány tőrése AH – alsó határméret, FH – felsı határméret, Sm – simítási méret, Nm – nagyolási méret 3. ábra Mőveleti ráhagyások Egyszerősített ráhagyásszámítás A mőveleti ráhagyás az elızı mővelet tőrésmezı szélességének függvényében: Rm = z· Te egy oldalra, Rm = 2·z· Te két oldalra és átmérıre, ahol z = 35 szorzószám, Te – az elızı mővelet tőrésmezı-szélessége. A tőrésmezı
szélesség számítása: T = q·i, ahol q – a tőrésminıségtıl (IT) függı állandó, i – a tőrésegység [µm]. i = 0,45 ⋅ 3 D + 0,001 ⋅ D , ahol D – a névleges méret [mm]. 2. táblázat A tőrésminıség Tőrés IT5 IT6 minıség q 7 10 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 16 25 40 64 100 160 200 400 A mőveleti méretek külsı felületre a 3. ábra alapján Simítási méret [FH + Rk]-Ts Nagyolási méret [Sm + Rs]-TN Kiindulási méret [Nm + Rn]±Tegy/2. Nyersméret ≥ Kiindulási méret! Számítás átmérıre (2.ábra) Legyártandó méret: Ø50 h7 Ø50-0,025. Mőveletek: 1. Nagyolás (IT11, Ra = 6,312,5 µm) 2. Simítás ( IT9, Ra = 3,21,6 µm) 3. Köszörülés ( IT7, Ra = 0,80,4 µm) Elıgyártmány: hengerelt ( IT14). A tőrésegység: i = 0,45 ⋅ 3 50 + 0,001 ⋅ 50 = 1,65 µm Simítási méret [FH + RkØ]-Ts = [50mm + 2·4·40·1,65 µm]-0,066 =50,53 -0,066 q (IT9) = 40 Ts = 40·1,65 = 66 µm = 0,066 mm Nagyolási méret [Sm +
RsØ]-Tn = [50,53mm + 2·4·100·1,65 µm]-0,165 = 51,85-0,165 q (IT11) = 100 Ts = 100·1,65 = 165 µm = 0,165 mm Kiindulási méret [Nm + RnØ]±Tegy/2 = [51,85mm + 2·4·400·1,65 µm] ± 0,33 = 57,13± 0,33 q (IT14) = 400 Tegy = 400·1,65 = 660 µm = 0,66 mm Nyers méret Ø60 mm Számítás hosszméretre (3. ábra) Elıgyártás: főrészelés keretes főrészgépen (IT14) Legyártandó méret: 80± 0,05 Mőveletek: 1. Nagyolás (IT11, Ra = 6,312,5 µm) 2. Simítás ( IT9, Ra = 3,21,6 µm) A tőrésegység: i = 0,45 ⋅ 3 80 + 0,001 ⋅ 80 = 1,94 µm Nagyolási méret [FH + Rsk]-Tn = [80,05mm + 2·4·100·1,94 µm]-0,194 = 81,6-0,194 q (IT11) = 100 Tn = 100·1,94 = 194 µm = 0,194 mm Kiindulási méret [Nm + Rnk]±Tegy/2 = [81,6mm + 2·4·400·1,94 µm] ± 0,39 = 87,8± 0,39 q (IT14) = 400 Tegy = 400·1,94 = 776 µm = 0,78 mm Nyers méret (fürészgépen darabolt) 88 ± 0,4 5.3 Öntött, kovácsolt és porkohászati úton elıállított szekrényes munkadarabok A
számítás menete azonos az 5.2 fejezet hosszméret-számításéval 6. Mőveletterv készítés
min/év A mőveletek becsült normaideje: • Esztergálás: tnE = 3min • Marás: tnM = 1,5 min • Sorjázás: tnS = 0,5 min Az alkatrész becsült normaideje: tn = tnE + tnM + tnS = 5 min A lehetséges kibocsátási ütem: q = (ImE + ImM)/Q = 222·103/100 = 2220 min/db egy munkadarabra 2220 min juthatna, de csak 5 min kell. A tömegszerőségi mutató: Ks = q/tn = 2220/5 = 444. 1. táblázat A tömegszerőség és a gyártási rendszer Tömegszerőségi mutató Tömegszerőség Gyártási rendszer Ks>20 Egyedi gyártás 10< Ks>20 Középsorozat gyártás Mőhelyrendszerő Csoportrendszerő 2< Ks>10 Ks≈1 Nagysorozat gyártás Szakaszos folyamszerő Tömeggyártás Folyamszerő A táblázat alapján esetünkben egyedi gyártásról van szó, mivel a rendelkezésre álló gépkapacitás jóval nagyobb az igényeltnél. A javasolt gyártási rendszer: mőhelyrendszerő 5. Anyagnorma számítás, ráhagyásszámítás Anyagnorma az a legkisebb
anyagmennyiség, melybıl az elıirt technológia betartásával a kész alkatrész elkészülhet. 5.1 Leszabandó, legkülsı felületén nem megmunkált alkatrészek Az ILLESZTİCSAVAR-t legkülsı felületén nem kell megmunkálni. Kiinduló anyagként L = 3000 mm hosszúságú, lt.32 laptávú, hidegen húzott, hatszög keresztmetszető rudat használunk. A munkadarabot egyik oldalon tisztára forgácsoljuk, a = 1mm fogással, és leszúrjuk b = 2mm szélességő leszúró késsel. Egy munkadarabra esı hossz: ln = l + b + a = 53mm, ahol l – a kész munkadarab hossza. Az L = 3000 mm–es rúdból elkészíthetı munkadarabok száma: Nd = (L – Hv – Ho - Hb)/ln =(3000 – (3000·0,03) -50- 30)/53 = 53db. A képletben Hv – a végmegmunkálási hulladék a rúdvégeken (a rúdhossz 15%-a), Ho – az oszthatatlansági hulladék (max. egy munkadarabhossz), Hb – befogási hulladék A 100db elkészítéséhez két 3000 mm-es rúdra van szükség, a hulladék más célra
felhasználható. 5.2 Darabolandó és keresztmetszetében is megmunkált munkadarab Példa 6,3 0,8 CSAP Ø30 Ø50 h7 Ø20 Éleket sorjázni! Anyag: C45 20 30 1,6 80± 0,05 2. ábra Alkatrész rajz Mőveleti sorrend I. • II. • • Darabol kiindulási méretre Keretes főrészgépen Nagyolóesztergál tokmányban I. Nagyol átmérıket egyik oldalon Nagyol és simít homloklapon 1,6 III. • • IV. V. VI. VII. Nagylóesztergál tokmányban II. Nagyol átmérıket másik oldalon Nagyol és simít homloklapon méretre Simítóesztergál csúcsok közt (Ø50) Köszörül csúcsok közt (Ø50h7) Sorjáz Végátvétel A ráhagyás számítása A befoglaló méret meghatározásához elég a legnagyobb ármérıre és a teljes hosszra elvégezni a számításokat. A ráhagyást mőveletenként határozzuk meg: Rm = Reh + Rea + Rem + Rsb + Rsf, ahol Rm – a mőveleti ráhagyás, Reh – az elızı mővelet hibás felületi réteg vastagsága, Rea – az elızı mővelet
alakhibája, Rem – az elızı mővelet mérethibája, Rsb – a soron lévı mővelet bázismegválasztási hibája, Rsf – a soron lévı mővelet felfogási hibája. Teljes ráhagyás a mőveletre: n R = ∑ Rmi , i =1 ahol n – a mőveletek száma a felületen. T Rk Rs Ts Tn Rn Tegy AH FH Sm Nm Kiindulási méret Rk – köszörülési ráhagyás, Rs– simítási ráhagyás, Rn – nagyolási ráhagyás T – a kész felület tőrése, Ts – a simítás tőrése, Tn – a nagyolás tőrése, Tegy – az elıgyártmány tőrése AH – alsó határméret, FH – felsı határméret, Sm – simítási méret, Nm – nagyolási méret 3. ábra Mőveleti ráhagyások Egyszerősített ráhagyásszámítás A mőveleti ráhagyás az elızı mővelet tőrésmezı szélességének függvényében: Rm = z· Te egy oldalra, Rm = 2·z· Te két oldalra és átmérıre, ahol z = 35 szorzószám, Te – az elızı mővelet tőrésmezı-szélessége. A tőrésmezı
szélesség számítása: T = q·i, ahol q – a tőrésminıségtıl (IT) függı állandó, i – a tőrésegység [µm]. i = 0,45 ⋅ 3 D + 0,001 ⋅ D , ahol D – a névleges méret [mm]. 2. táblázat A tőrésminıség Tőrés IT5 IT6 minıség q 7 10 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 16 25 40 64 100 160 200 400 A mőveleti méretek külsı felületre a 3. ábra alapján Simítási méret [FH + Rk]-Ts Nagyolási méret [Sm + Rs]-TN Kiindulási méret [Nm + Rn]±Tegy/2. Nyersméret ≥ Kiindulási méret! Számítás átmérıre (2.ábra) Legyártandó méret: Ø50 h7 Ø50-0,025. Mőveletek: 1. Nagyolás (IT11, Ra = 6,312,5 µm) 2. Simítás ( IT9, Ra = 3,21,6 µm) 3. Köszörülés ( IT7, Ra = 0,80,4 µm) Elıgyártmány: hengerelt ( IT14). A tőrésegység: i = 0,45 ⋅ 3 50 + 0,001 ⋅ 50 = 1,65 µm Simítási méret [FH + RkØ]-Ts = [50mm + 2·4·40·1,65 µm]-0,066 =50,53 -0,066 q (IT9) = 40 Ts = 40·1,65 = 66 µm = 0,066 mm Nagyolási méret [Sm +
RsØ]-Tn = [50,53mm + 2·4·100·1,65 µm]-0,165 = 51,85-0,165 q (IT11) = 100 Ts = 100·1,65 = 165 µm = 0,165 mm Kiindulási méret [Nm + RnØ]±Tegy/2 = [51,85mm + 2·4·400·1,65 µm] ± 0,33 = 57,13± 0,33 q (IT14) = 400 Tegy = 400·1,65 = 660 µm = 0,66 mm Nyers méret Ø60 mm Számítás hosszméretre (3. ábra) Elıgyártás: főrészelés keretes főrészgépen (IT14) Legyártandó méret: 80± 0,05 Mőveletek: 1. Nagyolás (IT11, Ra = 6,312,5 µm) 2. Simítás ( IT9, Ra = 3,21,6 µm) A tőrésegység: i = 0,45 ⋅ 3 80 + 0,001 ⋅ 80 = 1,94 µm Nagyolási méret [FH + Rsk]-Tn = [80,05mm + 2·4·100·1,94 µm]-0,194 = 81,6-0,194 q (IT11) = 100 Tn = 100·1,94 = 194 µm = 0,194 mm Kiindulási méret [Nm + Rnk]±Tegy/2 = [81,6mm + 2·4·400·1,94 µm] ± 0,39 = 87,8± 0,39 q (IT14) = 400 Tegy = 400·1,94 = 776 µm = 0,78 mm Nyers méret (fürészgépen darabolt) 88 ± 0,4 5.3 Öntött, kovácsolt és porkohászati úton elıállított szekrényes munkadarabok A
számítás menete azonos az 5.2 fejezet hosszméret-számításéval 6. Mőveletterv készítés
 Jellemzően a vállalkozás beindítása előtt elkészített tanulmány, de készülhet már meglévő vállalkozás esetében is. Az üzleti tervezés egy olyan tervezési módszer, amely keretet a cég céljainak eléréséhez. Írásunk módszertani útmutatóként szolgál azoknak, akik érdeklődnek az üzleti tervezés iránt.
Jellemzően a vállalkozás beindítása előtt elkészített tanulmány, de készülhet már meglévő vállalkozás esetében is. Az üzleti tervezés egy olyan tervezési módszer, amely keretet a cég céljainak eléréséhez. Írásunk módszertani útmutatóként szolgál azoknak, akik érdeklődnek az üzleti tervezés iránt.