Comments
No comments yet. You can be the first!
Most popular documents in this category





Content extract
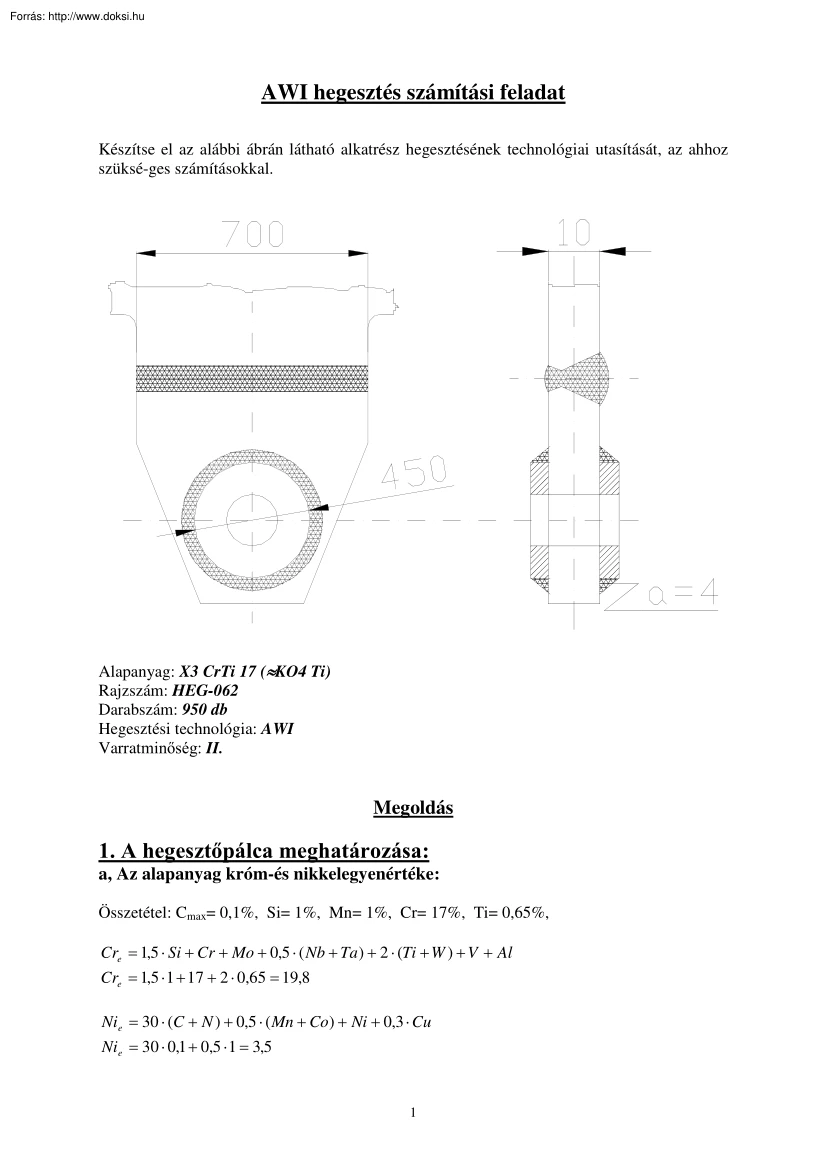
AWI hegesztés számítási feladat Készítse el az alábbi ábrán látható alkatrész hegesztésének technológiai utasítását, az ahhoz szüksé-ges számításokkal. Alapanyag: X3 CrTi 17 (≈KO4 Ti) Rajzszám: HEG-062 Darabszám: 950 db Hegesztési technológia: AWI Varratminőség: II. Megoldás 1. A hegesztőpálca meghatározása: a, Az alapanyag króm-és nikkelegyenértéke: Összetétel: Cmax= 0,1%, Si= 1%, Mn= 1%, Cr= 17%, Ti= 0,65%, Cre = 1,5 ⋅ Si + Cr + Mo + 0,5 ⋅ ( Nb + Ta ) + 2 ⋅ (Ti + W ) + V + Al Cre = 1,5 ⋅ 1 + 17 + 2 ⋅ 0,65 = 19,8 Nie = 30 ⋅ (C + N ) + 0,5 ⋅ ( Mn + Co) + Ni + 0,3 ⋅ Cu Nie = 30 ⋅ 0,1 + 0,5 ⋅ 1 = 3,5 1 b, A választott hegesztőanyag, és annak króm-és nikkelegyenértéke: X 6 NiCrMoCuNb 20 18, jelzőszáma: 1.4507 Összetétel: C≤ 0,07%, Cr= 18.75%, Mo= 2,25%, Ni= 21%, Si= 0,5%, Cu= 2%, Nb= 0,85%, Cre = 1,5 ⋅ Si + Cr + Mo + 0,5 ⋅ ( Nb + Ta ) + 2 ⋅ (Ti + W ) + V + Al Cre = 1,5 ⋅ 0,5 + 18,75 + 2,25 + 0,5 ⋅
0,85 = 22,175 Nie = 30 ⋅ (C + N ) + 0,5 ⋅ ( Mn + Co) + Ni + 0,3 ⋅ Cu Nie = 30 ⋅ 0,07 + 21 + 0,3 ⋅ 2 = 23,7 2. A varrattömegek meghatározása: a, V-varrat, gyökhegesztéssel: Az alapanyag vastagsága: s= 10mm, A varratdudor magassága: c= 3mm, Az illesztési hézag: i= 0,1s= 1mm, Egy folyóméter varrat térfogata: A számításnál figyelembe kell venni a gyök térfogatát, amelyet táblázatból olvashatunk ki. VGY= 43,4cm3 , ha a lemez vastagsága: s= 9-10mm. 2 0,577 ⋅ s 2 + i ⋅ s + (1,154 ⋅ s + i ) ⋅ ⋅ c 3 ⋅ 1000 + V VV = GY 1000 2 0,577 ⋅ 10 2 + 1 ⋅ 10 + (1,154 ⋅ 10 + 1) ⋅ ⋅ 3 3 ⋅ 1000 + 43,4 = 136,18cm 3 = 0,13618dm 3 VV = 1000 Egy munkadarabon a varrat térfogata: Egy munkadarabon a tompa V-varrat hossza: l= 700mm= 0,7m VV ' = l ⋅ VV = 0,7 ⋅ 136,18 = 95,326cm 3 = 0,095326dm 3 A 950 darabos szériánál a varrat térfogata: A szériánál az összes varrathossz: L = 950 ⋅ 0,7 = 665m VV " = L ⋅ VV = 665 ⋅ 136,18 =
90559,7cm 3 = 90,5597dm 3 A varrattömegek: kg ρ var rat = 7,85 3 dm 1 m varrat esetén: M var rat = VV ⋅ ρ var rat = 0,13618 ⋅ 7,85 = 1,069kg 1 munkadarab esetén: M var rat ' = VV '⋅ ρ var rat = 0,095326 ⋅ 7,85 = 0,749kg A széria esetén: M var rat " = VV "⋅ ρ var rat = 90,5597 ⋅ 7,85 = 710,894kg 2 b, Domború sarokvarrat térfogata: Az alapanyag vastagsága: s= 10mm, A varrat jellemző vastagsága: a= 4mm, A varrat hossza: K = 2 ⋅ (d ⋅ π ) = 2 ⋅ (450 ⋅ π ) = 2827,43mm = 2,82743m 1 folyóméter varrat térfogata: VV = 0,5 ⋅ a 2 ⋅ π 0,5 ⋅ 4 2 ⋅ π ⋅ 1000 = ⋅ 1000 = 25,13274123cm 3 = 0,025132741dm 3 1000 1000 1 munkadarabon a varrat térfogata: VV ' = K ⋅ VV = 2,82743 ⋅ 0,025132741 = 0,071061065dm 3 A 950 darabos szériánál a varrat térfogata: VV " = 950 ⋅ VV ' = 950 ⋅ 0,071061065 = 67,508dm 3 A varrattömegek: kg ρ var rat = 7,85 3 dm 1 m varrat esetén: M var rat = VV ⋅ ρ var rat =
0,025132741 ⋅ 7,85 = 0,196507016kg 1 munkadarab esetén: M var rat ' = VV '⋅ ρ var rat = 0,071061065 ⋅ 7,85 = 0,55782936kg A széria esetén: M var rat " = VV "⋅ ρ var rat = 529,94kg 1 munkadarabhoz szükséges teljes varrattömeg: Ennek értékét megkapjuk, ha összeadjuk a V-varrat és a sarokvarrat egy munkadarabra számított tömegét. M M var rat = 0,749 + 0,55782936 ≅ 1,31kg A szériához szükséges teljes varrattömeg: Ennek értékét megkapjuk, ha összeadjuk a V-varrat és a sarokvarrat szériára számított tömegét. M Ö var rat = 710,894 + 529,94 = 1240,834kg 3. A szükséges huzalmennyiség: AWI hegesztési eljárásnál a felhasznált hegesztőhuzal 95 %-a válik varrattá. M A szükséges huzal mennyisége 1 munkadarabra: M Mhuzal = M var rat ≅ 1,38kg 0,95 M 1240,834 A szükséges huzal tömege szériára: M Öhuzal = Ö var rat = = 1306,14kg 0,95 0,95 4. A szükséges argongáz mennyisége: 3 a, V-varrat, gyökhegesztéssel:
V-varrat elkészítéséhez szükséges idő: Táblázatból kiolvasva a hegesztés sebessége, s= 10mm anyagvastagság esetén AWI eljárásm sal: v heg = 0,1 min A hegesztési sorok számának táblázatból kiolvasott értékei: Gyökoldal: s=8-10mm anyagvastagság esetén 2 hegesztési sor. Korona-oldal: s=10-12mm anyagvastagság esetén 3 hegesztési sor. Tehát a V-varrat elkészítése 5 hegesztési sorral lehetséges. 1 = 5 ⋅ 1 = 50 min 1 méter varrat elkészítése: t heg . fő = 5 ⋅ v m 0,1 heg l = 5 ⋅ 0,7 = 35 min 1 munkadarabon a V-varrat elkészítése: t heg . ' = 5 ⋅ v 0,1 heg L 665 A szérián a V-varrat elkészítése: t heg . " = 5 ⋅ = 5 ⋅ = 33250 min = 554,16h 0,1 0,1 A szükséges gáz tömege és térfogata, V-varrat esetén: 1 m varrat esetén: M Ar = 0,014 ⋅ t heg . fő = 0,014 ⋅ 50
= 0,7 kg , VAr=300 l 1 munkadarab hegesztése esetén: M Ar ' = 0,014 ⋅ t heg . ' = 0,014 ⋅ 35 = 0,49kg , VAr=210 l A széria esetén: M Ar " = 0,014 ⋅ t heg . " = 0,014 ⋅ 33250 = 465,5kg , VAr=199500 l b, Sarokvarrat: A sarokvarrat elkészítéséhez szükséges idő: Táblázatból kiolvasva a hegesztés sebessége, s= 10mm anyagvastagság esetén AWI eljárásm sal: v heg = 0,1 . min Mivel a sarokvarrat vastagsága: a= 4mm, a hegesztés egy sorral elkészíthető. 1 1 = = 10 min 1 m sarokvarrat elkészítése: t heg . fő = v heg 0,1 K 2,82743 = = 28,27 ≅ 29 min 0,1 0,1 (950 ⋅ K ) = 2686 = 26860 min ≅ 448h A szériánál a sarokvarrat elkészítése: t heg . " = 0,1 0,1 1 munkadarabon a sarokvarratok elkészítése: t heg . ' = A szükséges gáz tömege és térfogata, sarokvarrat esetén: 1 m varrat esetén: M Ar = 0,014 ⋅ t heg . fő = 0,014 ⋅ 10 = 0,14kg , VAr=40 l 1 munkadarab hegesztése esetén: M Ar ' = 0,014 ⋅ t
heg . ' = 0,014 ⋅ 29 = 0,406kg , VAr=116 l A széria hegesztése esetén: M Ar " = 0,014 ⋅ t heg . " = 0,014 ⋅ 26860 = 376,04kg VAr=107440 l c, Az összes hegesztési főidő, és gázmennyiség a sarok-és V-varrat elkészítéséhez: 4 1 munkadarab hegesztése esetén: t Mheg = 35 + 29 = 64 min M MAr = 0,49 + 0,406 = 0,896kg , VŐar= 210 + 116 = 326l A széria hegesztése esetén: t Öheg . = 33250 + 26860 = 60110 min ≅ 1002h MÖAr= 199500 + 107440 = 306940l 5, Hegesztőgép típusa és főbb paraméterei: Táblázatból kiolvasott gépigény: V-varrat elkészítéséhez szükséges áramerősség: A szükséges áramerősség s=10mm anyagvastagság esetén: I=320 A. Sarokvarrat elkészítéséhez szükséges áramerősség: A szükséges áramerősség s=10mm anyagvastagság esetén: I=300 A. A választott hegesztőgép: Típusa: HEGA-A-350 Áramerősség-tartomány: I=20-350 A Üresjárati teljesítmény: NÜ=0,6 kW Hatásfoka: η=0,8 Ívfeszültség:
Uív=25V 6. A hegesztés energiaköltsége: Az összes felhasznált energia, 1 munkadarab esetén: EM = (EMHV + EMHS) +(EMÜV+EMÜS) V-varrat elkészítésekor az energiafogyasztás: U ⋅ I ⋅ t heg . ' 25 ⋅ 320 ⋅ 0,583 E MHV = = = 5,83kWh 0,8 ⋅ 1000 η ⋅ 1000 EMÜV=NÜ ⋅ theg.mellék= 0,6⋅(theg’⋅0,15)= 0,6⋅(0,583⋅0,15)=0,05247kWh Sarokvarrat elkészítésekor az energiafogyasztás: U ⋅ I ⋅ t heg . ' 25 ⋅ 300 ⋅ 0,483 E MHS = = = 4,528kWh 0,8 ⋅ 1000 0,8 ⋅ 1000 EMÜS=NÜ ⋅ theg.mellék= 0,6⋅(theg’⋅0,15)=0,6⋅(0,483⋅0,15)=0,04347kWh EM=(5,83+0,052487) + (4,528+0,04347)=10,453957kWh Az összes felhasznált energia széria esetén: EÖ=(EÖHV+EÖÜV)+(EÖHS+EÖÜS) V-varrat elkészítésekor az energiafogyasztás: 5 U ⋅ I ⋅ t heg . " 25 ⋅ 320 ⋅ 554,16 = 5541,6kWh 0,8 ⋅ 1000 η ⋅ 1000 EÖÜV=NÜ ⋅ theg.mellék= 0,6⋅(theg”⋅0,15)=0,6⋅(554,16⋅0,15)=49,8744kWh EÖHV = = Sarokvarrat elkészítésekor az
energiafogyasztás: U ⋅ I ⋅ t heg . " 25 ⋅ 300 ⋅ 448 EÖHS = = = 4200kWh 0,8 ⋅ 1000 η ⋅ 1000 EÖÜS=NÜ ⋅ theg.mellék=0,6⋅(tfő”⋅0,15)=0,16⋅(448⋅0,15)=40,32kWh EÖ=(5541,6 + 4200) + (49,8744 + 40,32)=9831,8kWh 7. A hegesztés további előírásai: A V-varrat elkészítésekor s=10mm anyagvastagság esetén az elektróda átmérője AWI eljárás során dW=4 mm, a hegesztőpálca átmérője dp=5 mm. A sarokvarrat elkészítésekor s=10mm anyagvastagság esetén az elektróda átmérője AWI eljárás során dw=3 mm, a hegesztőpálca átmérője dp=4 mm. A hosszú varratok miatt a hegesztést középről kiindulva, két irányba haladva kell elvégezni. 6
0,85 = 22,175 Nie = 30 ⋅ (C + N ) + 0,5 ⋅ ( Mn + Co) + Ni + 0,3 ⋅ Cu Nie = 30 ⋅ 0,07 + 21 + 0,3 ⋅ 2 = 23,7 2. A varrattömegek meghatározása: a, V-varrat, gyökhegesztéssel: Az alapanyag vastagsága: s= 10mm, A varratdudor magassága: c= 3mm, Az illesztési hézag: i= 0,1s= 1mm, Egy folyóméter varrat térfogata: A számításnál figyelembe kell venni a gyök térfogatát, amelyet táblázatból olvashatunk ki. VGY= 43,4cm3 , ha a lemez vastagsága: s= 9-10mm. 2 0,577 ⋅ s 2 + i ⋅ s + (1,154 ⋅ s + i ) ⋅ ⋅ c 3 ⋅ 1000 + V VV = GY 1000 2 0,577 ⋅ 10 2 + 1 ⋅ 10 + (1,154 ⋅ 10 + 1) ⋅ ⋅ 3 3 ⋅ 1000 + 43,4 = 136,18cm 3 = 0,13618dm 3 VV = 1000 Egy munkadarabon a varrat térfogata: Egy munkadarabon a tompa V-varrat hossza: l= 700mm= 0,7m VV ' = l ⋅ VV = 0,7 ⋅ 136,18 = 95,326cm 3 = 0,095326dm 3 A 950 darabos szériánál a varrat térfogata: A szériánál az összes varrathossz: L = 950 ⋅ 0,7 = 665m VV " = L ⋅ VV = 665 ⋅ 136,18 =
90559,7cm 3 = 90,5597dm 3 A varrattömegek: kg ρ var rat = 7,85 3 dm 1 m varrat esetén: M var rat = VV ⋅ ρ var rat = 0,13618 ⋅ 7,85 = 1,069kg 1 munkadarab esetén: M var rat ' = VV '⋅ ρ var rat = 0,095326 ⋅ 7,85 = 0,749kg A széria esetén: M var rat " = VV "⋅ ρ var rat = 90,5597 ⋅ 7,85 = 710,894kg 2 b, Domború sarokvarrat térfogata: Az alapanyag vastagsága: s= 10mm, A varrat jellemző vastagsága: a= 4mm, A varrat hossza: K = 2 ⋅ (d ⋅ π ) = 2 ⋅ (450 ⋅ π ) = 2827,43mm = 2,82743m 1 folyóméter varrat térfogata: VV = 0,5 ⋅ a 2 ⋅ π 0,5 ⋅ 4 2 ⋅ π ⋅ 1000 = ⋅ 1000 = 25,13274123cm 3 = 0,025132741dm 3 1000 1000 1 munkadarabon a varrat térfogata: VV ' = K ⋅ VV = 2,82743 ⋅ 0,025132741 = 0,071061065dm 3 A 950 darabos szériánál a varrat térfogata: VV " = 950 ⋅ VV ' = 950 ⋅ 0,071061065 = 67,508dm 3 A varrattömegek: kg ρ var rat = 7,85 3 dm 1 m varrat esetén: M var rat = VV ⋅ ρ var rat =
0,025132741 ⋅ 7,85 = 0,196507016kg 1 munkadarab esetén: M var rat ' = VV '⋅ ρ var rat = 0,071061065 ⋅ 7,85 = 0,55782936kg A széria esetén: M var rat " = VV "⋅ ρ var rat = 529,94kg 1 munkadarabhoz szükséges teljes varrattömeg: Ennek értékét megkapjuk, ha összeadjuk a V-varrat és a sarokvarrat egy munkadarabra számított tömegét. M M var rat = 0,749 + 0,55782936 ≅ 1,31kg A szériához szükséges teljes varrattömeg: Ennek értékét megkapjuk, ha összeadjuk a V-varrat és a sarokvarrat szériára számított tömegét. M Ö var rat = 710,894 + 529,94 = 1240,834kg 3. A szükséges huzalmennyiség: AWI hegesztési eljárásnál a felhasznált hegesztőhuzal 95 %-a válik varrattá. M A szükséges huzal mennyisége 1 munkadarabra: M Mhuzal = M var rat ≅ 1,38kg 0,95 M 1240,834 A szükséges huzal tömege szériára: M Öhuzal = Ö var rat = = 1306,14kg 0,95 0,95 4. A szükséges argongáz mennyisége: 3 a, V-varrat, gyökhegesztéssel:
V-varrat elkészítéséhez szükséges idő: Táblázatból kiolvasva a hegesztés sebessége, s= 10mm anyagvastagság esetén AWI eljárásm sal: v heg = 0,1 min A hegesztési sorok számának táblázatból kiolvasott értékei: Gyökoldal: s=8-10mm anyagvastagság esetén 2 hegesztési sor. Korona-oldal: s=10-12mm anyagvastagság esetén 3 hegesztési sor. Tehát a V-varrat elkészítése 5 hegesztési sorral lehetséges. 1 = 5 ⋅ 1 = 50 min 1 méter varrat elkészítése: t heg . fő = 5 ⋅ v m 0,1 heg l = 5 ⋅ 0,7 = 35 min 1 munkadarabon a V-varrat elkészítése: t heg . ' = 5 ⋅ v 0,1 heg L 665 A szérián a V-varrat elkészítése: t heg . " = 5 ⋅ = 5 ⋅ = 33250 min = 554,16h 0,1 0,1 A szükséges gáz tömege és térfogata, V-varrat esetén: 1 m varrat esetén: M Ar = 0,014 ⋅ t heg . fő = 0,014 ⋅ 50
= 0,7 kg , VAr=300 l 1 munkadarab hegesztése esetén: M Ar ' = 0,014 ⋅ t heg . ' = 0,014 ⋅ 35 = 0,49kg , VAr=210 l A széria esetén: M Ar " = 0,014 ⋅ t heg . " = 0,014 ⋅ 33250 = 465,5kg , VAr=199500 l b, Sarokvarrat: A sarokvarrat elkészítéséhez szükséges idő: Táblázatból kiolvasva a hegesztés sebessége, s= 10mm anyagvastagság esetén AWI eljárásm sal: v heg = 0,1 . min Mivel a sarokvarrat vastagsága: a= 4mm, a hegesztés egy sorral elkészíthető. 1 1 = = 10 min 1 m sarokvarrat elkészítése: t heg . fő = v heg 0,1 K 2,82743 = = 28,27 ≅ 29 min 0,1 0,1 (950 ⋅ K ) = 2686 = 26860 min ≅ 448h A szériánál a sarokvarrat elkészítése: t heg . " = 0,1 0,1 1 munkadarabon a sarokvarratok elkészítése: t heg . ' = A szükséges gáz tömege és térfogata, sarokvarrat esetén: 1 m varrat esetén: M Ar = 0,014 ⋅ t heg . fő = 0,014 ⋅ 10 = 0,14kg , VAr=40 l 1 munkadarab hegesztése esetén: M Ar ' = 0,014 ⋅ t
heg . ' = 0,014 ⋅ 29 = 0,406kg , VAr=116 l A széria hegesztése esetén: M Ar " = 0,014 ⋅ t heg . " = 0,014 ⋅ 26860 = 376,04kg VAr=107440 l c, Az összes hegesztési főidő, és gázmennyiség a sarok-és V-varrat elkészítéséhez: 4 1 munkadarab hegesztése esetén: t Mheg = 35 + 29 = 64 min M MAr = 0,49 + 0,406 = 0,896kg , VŐar= 210 + 116 = 326l A széria hegesztése esetén: t Öheg . = 33250 + 26860 = 60110 min ≅ 1002h MÖAr= 199500 + 107440 = 306940l 5, Hegesztőgép típusa és főbb paraméterei: Táblázatból kiolvasott gépigény: V-varrat elkészítéséhez szükséges áramerősség: A szükséges áramerősség s=10mm anyagvastagság esetén: I=320 A. Sarokvarrat elkészítéséhez szükséges áramerősség: A szükséges áramerősség s=10mm anyagvastagság esetén: I=300 A. A választott hegesztőgép: Típusa: HEGA-A-350 Áramerősség-tartomány: I=20-350 A Üresjárati teljesítmény: NÜ=0,6 kW Hatásfoka: η=0,8 Ívfeszültség:
Uív=25V 6. A hegesztés energiaköltsége: Az összes felhasznált energia, 1 munkadarab esetén: EM = (EMHV + EMHS) +(EMÜV+EMÜS) V-varrat elkészítésekor az energiafogyasztás: U ⋅ I ⋅ t heg . ' 25 ⋅ 320 ⋅ 0,583 E MHV = = = 5,83kWh 0,8 ⋅ 1000 η ⋅ 1000 EMÜV=NÜ ⋅ theg.mellék= 0,6⋅(theg’⋅0,15)= 0,6⋅(0,583⋅0,15)=0,05247kWh Sarokvarrat elkészítésekor az energiafogyasztás: U ⋅ I ⋅ t heg . ' 25 ⋅ 300 ⋅ 0,483 E MHS = = = 4,528kWh 0,8 ⋅ 1000 0,8 ⋅ 1000 EMÜS=NÜ ⋅ theg.mellék= 0,6⋅(theg’⋅0,15)=0,6⋅(0,483⋅0,15)=0,04347kWh EM=(5,83+0,052487) + (4,528+0,04347)=10,453957kWh Az összes felhasznált energia széria esetén: EÖ=(EÖHV+EÖÜV)+(EÖHS+EÖÜS) V-varrat elkészítésekor az energiafogyasztás: 5 U ⋅ I ⋅ t heg . " 25 ⋅ 320 ⋅ 554,16 = 5541,6kWh 0,8 ⋅ 1000 η ⋅ 1000 EÖÜV=NÜ ⋅ theg.mellék= 0,6⋅(theg”⋅0,15)=0,6⋅(554,16⋅0,15)=49,8744kWh EÖHV = = Sarokvarrat elkészítésekor az
energiafogyasztás: U ⋅ I ⋅ t heg . " 25 ⋅ 300 ⋅ 448 EÖHS = = = 4200kWh 0,8 ⋅ 1000 η ⋅ 1000 EÖÜS=NÜ ⋅ theg.mellék=0,6⋅(tfő”⋅0,15)=0,16⋅(448⋅0,15)=40,32kWh EÖ=(5541,6 + 4200) + (49,8744 + 40,32)=9831,8kWh 7. A hegesztés további előírásai: A V-varrat elkészítésekor s=10mm anyagvastagság esetén az elektróda átmérője AWI eljárás során dW=4 mm, a hegesztőpálca átmérője dp=5 mm. A sarokvarrat elkészítésekor s=10mm anyagvastagság esetén az elektróda átmérője AWI eljárás során dw=3 mm, a hegesztőpálca átmérője dp=4 mm. A hosszú varratok miatt a hegesztést középről kiindulva, két irányba haladva kell elvégezni. 6
