Comments
No comments yet. You can be the first!





Content extract
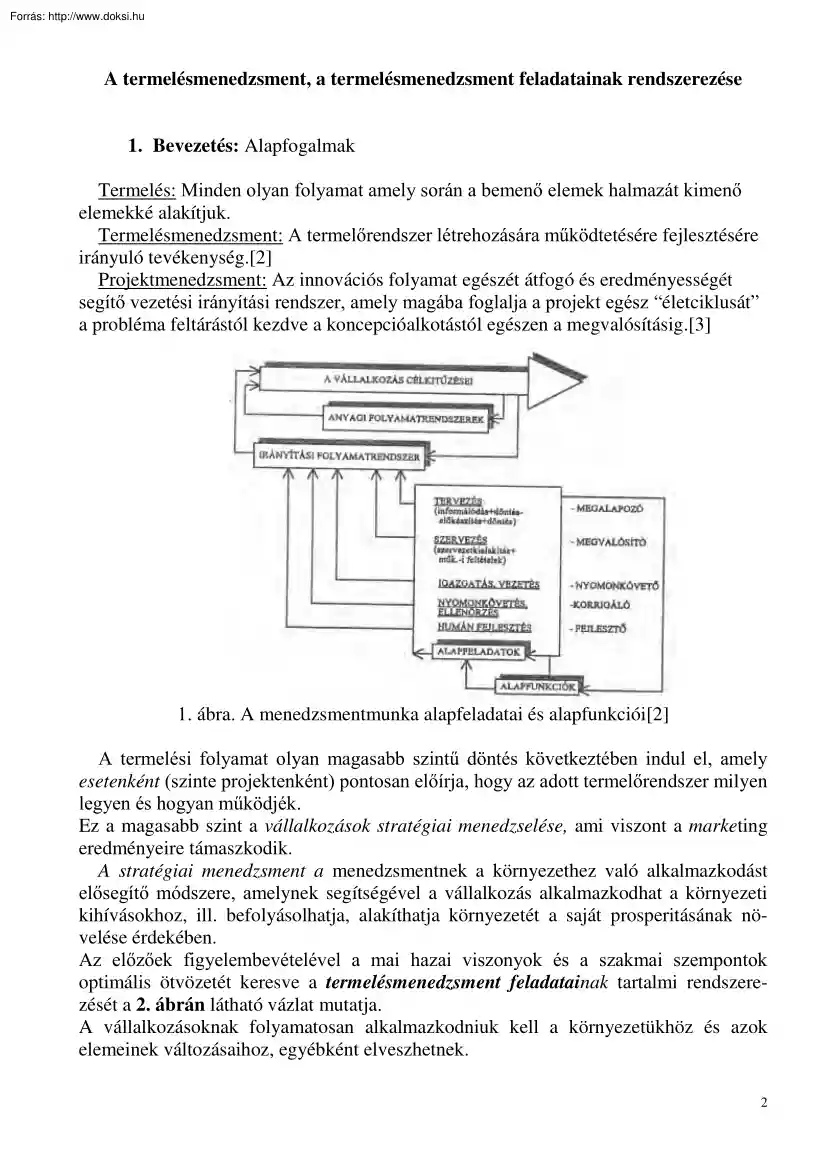
A termelésmenedzsment, a termelésmenedzsment feladatainak rendszerezése 1. Bevezetés: Alapfogalmak Termelés: Minden olyan folyamat amely során a bemenő elemek halmazát kimenő elemekké alakítjuk. Termelésmenedzsment: A termelőrendszer létrehozására működtetésére fejlesztésére irányuló tevékenység.[2] Projektmenedzsment: Az innovációs folyamat egészét átfogó és eredményességét segítő vezetési irányítási rendszer, amely magába foglalja a projekt egész “életciklusát” a probléma feltárástól kezdve a koncepcióalkotástól egészen a megvalósításig.[3] 1. ábra A menedzsmentmunka alapfeladatai és alapfunkciói[2] A termelési folyamat olyan magasabb szintű döntés következtében indul el, amely esetenként (szinte projektenként) pontosan előírja, hogy az adott termelőrendszer milyen legyen és hogyan működjék. Ez a magasabb szint a vállalkozások stratégiai menedzselése, ami viszont a marketing eredményeire
támaszkodik. A stratégiai menedzsment a menedzsmentnek a környezethez való alkalmazkodást elősegítő módszere, amelynek segítségével a vállalkozás alkalmazkodhat a környezeti kihívásokhoz, ill. befolyásolhatja, alakíthatja környezetét a saját prosperitásának növelése érdekében Az előzőek figyelembevételével a mai hazai viszonyok és a szakmai szempontok optimális ötvözetét keresve a termelésmenedzsment feladatainak tartalmi rendszerezését a 2. ábrán látható vázlat mutatja A vállalkozásoknak folyamatosan alkalmazkodniuk kell a környezetükhöz és azok elemeinek változásaihoz, egyébként elveszhetnek. 2 A környezeti hatásos a marketingtevékenység és a stratégiai kapcsolatok összefonódása (integrációja) ad lehetőséget és indíttatást a projektmenedzsment számára a termelőrendszer és a termelési folyamat összehangolására. Ebbe jelentősen be kell hogy kapcsolódjon a termelésmenedzsment is, mert a mit, mikor,
kinek kérdések megválaszolásához egyúttal a hogyan, mivel, kivel, milyen áron stb. kérdésekre is választ kell találni, amire csak ő lehet képes. Az együttműködés a projekt- és a termelésmenedzsment között vonatkozik: - a konkrét termelési célkitűzések eldöntésére; - a termelés alapfeltételeinek megteremtésére; - a termelőrendszer létrehozásában való együttműködésre.[3] 2. ábra Termelésmenedzsment feladatai 2. Termelésmenedzsment funkciói 2.a A gazdaságos sorozatnagyság problémája A kapacitás és átbocsátóképesség tetvezése adott időszakra vonatkozik. Ez lehet egy év vagy rövidebb egység (negyedév), de feltételezi, hogy az időszakban a berendezések leterhelése a tervezett mértékig állandóan biztosítható. Egyedi gyártásban ez folyamatos munkaellátottságot, míg tömeggyártásban szakadatlan munkafolyamatot tételez fel. Sorozatgyártásban azonban a probléma összetettebb. Itt ugyanis lényeges eldöntendő
kérdés, hogy a kapacitás terhelésénél az évi gyártási mennyiségből egyszerre mekkora tételnagyságot (mennyiséget) kell indítani. A lehetséges szélső esetek: - egyenként indítani a darabokat, - egyszerre indítani az egész mennyiséget. A kérdés, hogy e két határ között van-e gazdaságilag optimálisnak ítélhető mennyiség, azaz van-e gazdaságos sorozatnagyság? Sorozatnagyságon (s) az azonos gyártmányok (alkatrészek) egyszeri gépbeállítással gyártott darabszámát értjük (db/sorozat). A sorozatnagyság-számítás azért fontos, hogy a különböző befolyásoló tényezők hatását mérlegelve megállapítható legyen a 3 darabszám, amelynek alkalmazásával a gyártmányegység (ön)költsége minimális, ill. a munkahely kihasználása optimális. A gazdaságos sorozatnagyság-számítás nem tekinthető kizárólag a sorozatgyártó üzemek feladatának. Az egyedi gyártásban a termékeket túlnyomórészt egyedenként vagy kis
mennyiségben állítják elő, mégis, a típus- és szabványalkatrészeket nagyobb darabszámban gyárthatják az alkatrészek összevonásával, és ez a körülmény szükségessé teszi a gazdaságos sorozatok meghatározását. A tömeggyártás nagymértékű szakosodása miatt a munkahelyek hosszabb időn keresztül azonos műveleteket végeznek. Gépbeállítás, ún előkészület ritkán válik szükségessé, ezért a szó valódi értelme szerint sorozatok elvileg nincsenek. Ilyenkor a berendezés időnkénti átállítása után a különféle alkatrészek gyártása váltakozva folyik, ami miatt szükség van a váltásszám gazdasági meggondolásokon alapuló számítására. A sorozatnagyság növelésének pozitív hatásai: - az átállítások közötti idő nő, a gépek előkészítésére fordított bérek csökkennek; - az átállítási időveszteségek (szerszám és dokumentáció előkészítése, gépbeállítás stb.) csökkenése miatt nagyobb lesz a
gépi berendezés hasznos időalapja, javul a kapacitás kihasználása; - a nagyobb darabszám fokozza a begyakorlottságot, s ez a munka termelékenységének növekedésével, a selejt csökkenésével jár, - kevesebb lesz a szállítási, a rendelési, bizonylatolási és a nyilvántartási tétel, ezért az irányítás és az adminisztráció egyszerűsödik. A sorozatnagyság növelésének negatív hatásai: - növekszik az átfutási időtartam; - emelkedik a befejezetlen termékállomány mennyisége; - a forgóeszközök lekötési ideje hosszabb, állománya pedig nagyobb lesz; - a készletek mennyiségének emelkedése mellett fokozódik a termelési és raktározási területigény, jelentős raktározási veszteséggel (káló, korrózió stb.) is számolni kell Többféle sorozatnagyság-számítási eljárás ismert. Ezeket két csoportra oszthatjuk, mivel a számos különböző módszer két alapvető elvre vezethető vissza. Az egyik csoport - a gazdasági elv
szerint - különféle matematikai megoldásokkal keresi azt a darabszámot, amely mellett az alkatrész önköltsége a legkisebb. A másik csoportba tartozó eljárások a sorozat darabszámának költségkihatásait nem tekintik döntő tényezőnek, a gyártásszervezési szempontoknak (gépkihasználás, területigény stb.) rendelik alá a sorozatnagyság meghatározását [3] 2.b A termelésmenedzselés mint szaktevékenység Célja a termelés gazdaságos és ütemes végrehajtásának biztosítása a termelési kapacitás legkedvezőbb kihasználásával, a gyártás előrehaladásának pontos időbeni meghatározásával, a párhuzamos terhelések kiküszöbölésével. Ebben az összetett tevékenységben a vállalati termék-előállító folyamatot olyan (átalakító) tevékenységnek kell tekintenünk, amely a vállalaton kívüli és belüli feltételeket összehangolja, a munka feltételeit biztosítja és a végrehajtást ellenőrzi. A folyamatot alkotó, de
szerteágazó feladatokat jelentő tevékenység egyszerűsített vázlatát a 3 ábra mutatja. Az ábrán a vezetés szintjei, azok feladatai és az elvégzendő feladatok láthatók. 4 A vállalati döntéseket a különböző szinteken az határozza meg (és határolja el egymástól), hogy milyen a jellegük, így: - a legfelsőbb szinten stratégiai és távlatilag előrejelző; - a középső szinteken középtávú tervező és konkrét feladatmeghatározó; - az alsó (végrehajtó) szinteken feltételbiztosító és térben-időben elosztó, ill. ütemező Minden vállalat változó körülmények között dolgozik, ezért a szervezeteknek, a módszereknek és az embereknek alkalmazkod6képeseknek, az eszközöknek pedig rugalmasaknak kell lenniük.[3] 3. ábra A vállalati termelésvezetés funkcióvázlata[3] A számítógépek fejlődésével a vállalatoknál új ügyintézési stílus alakult ki, miáltal az emberek végzik az "intelligens" munkákat
(amelyekhez koncepció és döntési képesség szükséges), és a gépek a tömeges adatfeldolgozást. Az ember szerepe minden szinten döntő marad. A célok kialakításakor éppen úgy, mint a módszerek meghatározásakor, a rendszer bevezetésekor, ill. az adatok és eredmények értékelésekor vagy a szabályozás ellenőrzésekor.[3] 2.c A gyártás időrendi tervezését megalapozó számítások A termelési terv a gyártmányok kibocsátási határidőit rögzíti. A terv olyan alapadatokra épül, amelyek segítségével a végső határidő biztonságosan megállapítható A gyártás spontán azonban a végső határidőn belül biztosítani kell az összes szükséges művelet 5 elvégzését, ezek csatlakoztatását, s közben a termelőberendezések egyenletes kihasználását. E részhatáridők megállapításakor valamennyi gyártási művelettel kapcsolatban dönteni kell arról, hogy azokat hol és mikor végezzék el A döntések megalapozására egy
összefüggő számítási rendszer adott. Első feladat a rendszer kapacitásárnak majd az ebből megvalósítható résznek, az átbocsátóképességének meghatározása a cél. A) Az időalapok számítása Az időalap az elméleti maximumtól (naptári időalap) a tényleges üzemeltetés időmennyiségéig széles skálán változhat. A lehetséges és a rendelkezésre álló időalapnak döntő szerepe van a teljesítőképesség (kapacitás) és az átbocsátóképesség (munkarend szerinti kapacitás) számításában. a) Naptári időalap(Tn) A vizsgált időszakban mximálisan igénybe vehető üzemórák száma. Alapösszefüggése: Tn=Nmszmógsz h/időszak, ahol Tn Naptári időalap msz Napi maximális műszakszám mó Egy műszak maximális óraszáma gsz Homogén gépcsoportba tartozó gépek száma b) Hasznos időalap (Th) A naptári időalapnak a TMK-munkák időigényével csökkentett változata. Th=Tn-tTMK h/időszak, ahol Th Hasznos időalap tTMK Tervszerű
megelőző karbantartás időigénye c) Munkarend szerinti időalap (T’n) Tn' = N ' msz' mó' g sz' h/év, ahol T’n Munkarend szerinti időalap N’ A vizsgált időszakban lévő munkanapok száma msz' A napi tényleges műszakszám mó' Egy műszak valóságos óraszáma g sz' A gépcsoportba tartozó, a gyártmány előállításán ténylegesen dolgozó gépek száma d) Munkarend szerinti hasznos időalap (Th’) Th’=Tn’-tTMK B) A kapacitásnorma számítása (Kn) Annak a gyártmányegységnek a munkaigényét, amelyet a vizsgált homogén gépcsoporton előállítanak, a kvantitatív értéke. 6 Kn = Ni Tmax' % ⋅ 100 idő/db, ahol Kn A kapacitásnorma Ni A megmunkálás összevont ideje Tmax’% A tartósan elért legnagyobb dolgozói teljesítmény % A gyártás tömegszerűsége megköveteli , hogy az előkészületi időt a sorzat darabszámával vegyük számításba. Ennek megfelelően a kapacitásnorma sorozat-
és tömeggyártásban alkalmazható formája: t eb + td s ⋅ 100 idő/db, ahol Kn = Tmax' % teb Előkészületi és befejezési idő s A sorozat darabszáma td Darabidő 2.d Számítógépes termelésirányítási rendszerek A számítógépes termelésirányítási rendszer kiépítése alapvetően megváltoztatja a hagyományos termelésirányítás szervezeti, működési és ügyviteli feladatait, létrehozása és fenntartása jelentős vezetési, szervezési feladat a menedzsment számára.[3] 4. ábra Számítógéppel integrált termelés[2] Alapvető típusaikat történeti áttekintésként a következőkben csoportosítottuk: - Összetett termelésirányítási rendszerek A gyakorlatban ma mát különféle termelésirányítási elvekre építő konkrét "programrendszerek" készültek. Ezek típusmegoldások, és legtöbbször módosítani kell az adott felhasználóknál. 7 Ilyen ismert programrendszer volt, amelynek
elsődleges hazai módosítása több vonatkozásban is megtörtént, az IBM által kidolgozott MOS, ill. PICS programrendszer Ezek rövid ismertetése tartalmazza mindazon jellemzőket, amelyek a különböző nagyszámítógépes termelésirányítási rendszerekben megtalálhatók A) Az IBM vállalat MOS rendszere: Az IBM 1960-ban kezdeményezte a számítógépes termelésirányítási típusrendszer kidolgozását, amely a számítógépek széles körű felhasználását szolgálta. A rendszer az IBM-1400 gépcsaládra készült, szolgáltatásai a következők voltak: a) Jól karbantartható törzsadat- és utasításrendszer, amely a következő részeredményeket adta: - termelési terv, - anyagszükségleti terv, - rendelésállomány, - határidőzés, - operatív program, - terveltérések kezelése. b) A megoldás előnye, hogy konzolírógéppel a rendszer mindenkori állapotáról típusinformációkat volt képes nyújtani. c) A gyakorlat azt mutatta, hogy az
alrendszerként külön-külön tárolt azonos adatok nem biztosítják az egyszerű módosítást, és a rendszer nehézkes, költséges. Szükségessé vált egy olyan programrendszer létrehozása, amely közös alapadatforrásból táplálkozik. B) Az IBM vállalat PICS rendszere: Az IBM továbbfejlesztett termelésirányítási programrendszere a PICS (Production and Inventory Control System: termelésirányítási és készletgazdálkodási rendszer) az IBM360 gépcsaládra készült, és kiküszöbölte az előző program hiányosságait. Központi helyet foglal el benne az elsődleges adatbázis kialakítása és rendszeres karbantartása, amely "adatbank" jellegű. Az adatok tárolása majdnem kizárólagosan biztosítja a lekérdezéses (ember-gép párbeszédes) üzemmódot, ami az egyes helyi döntésekhez szükséges információszolgáltatáson túl lehetővé teszi, hogy minden vezető ugyanarról a gazdasági eseménytől azonos információt kapjon. A
rendszer modul (építőszekrény) felépítésű. Ez lehetővé teszi fokozatos kialakítását is A rendszemek kettős adatbázisa van: - Az elsődleges adatbázis a törzsadatokat tartalmazza, amelyek közvetlen hozzáférésű lemeztárolókon vannak. - A másodlagos adatbázist a rendszer az elsődleges adatbázisból saját maga képezi, megfelelően kialakított feldolgozóprogram, azaz darabjegyzéket feldolgozó program segítségével. A PICS rendszer moduláris programjai: Az adatbank lényegi felhasználása azokban az építőszekrény-elv szerint kidolgozott programokban történik meg, amelyek együttese alkotja a PICS integrált információrendszerét e programok és feladataik röviden: - BOMP program (technikai adatfeldolgozás); - MINCOS program (készlet- és raktárgazdálkodás); - MOSCOR program (igényszámítás és tervezés); - CLASS program (operatív programozás). 8 Mindezek kiegészülnek még a gyártási bizonylatok kialakításához, a termelés
elszámoláshoz, az értékesítéshez alkalmazható programokkal, ill. ezek változataival Az összetett termelésirányítási rendszer szerkezete így önálló alrendszerek integrációjával valósítható meg. A nagyszámítógépes termelésirányítási rendszerek nagyfokú integrációt igényelnek, így legtöbbször a teljes vállalat integrált információs rendszerébe beépülnek. Az IBM a rendszert egyre tökéletesíti, fejlettebb változat a COPICS. - A termelésmenedzsment számítógépes támogatása (programcsomagok) A vállalati információrendszer elméletének és gyakorlatának fejlődése, az információrendszer stratégiai, taktikai, operatív és folyamatirányítási szintjeinek kialakulása, valamint egymással való kapcsolata szükségszerűen magával hozta az irányítás fejlesztését, s ezen keresztül osztott intelligenciájú számítógépes hálózatok kialakítását. Ma már megszűnt a nagyszámítógépek kizárólagos szerepe az
információfeldolgozásban, és előtérbe került a decentralizált adatbázisok megszervezése, az erre épülő operatív irányítás automatizálása kisszámítógépek alkalmazásával. A különböző elveken kidolgozott termelésirányítási programcsomagok részletes ismertetése nem célunk, mert ezek részben helyi jellegűek, részben folyamatos fejlesztés alatt állnak. Néhány jellemző példa közülük: a) MINITIP programcsomag (kidolgozta a Struktúra Szervező Vállalat az 1970-es években). Kis- és középnagyságrendű gyártó-szerelő tevékenységet végző vállalatok számára, központi adatbázisra épülő termeléstervezési programozási rendszer. A rendszer adatbázisát törzsadattárak, közbenső adattárak, valamint "mozgási" adattárak alkotják. A MINTI1P programcsomag kilenc alkalmazási alrendszerből áll A kilenc modul megvalósítja a megrendelések nyilvántartását és feldolgozását, elkészíti az éves, negyedéves
gyártási és értékesítési terveket, a gyártási tervhez meghatározza az anyag-, létszám-, gép- és gyártóeszköz-szükségleteket. Program gondoskodik a gyártási bizonylatok kiírásáról és a raktári mozgások feldolgozásáról. Lehetővé teszi továbbá a gyártás előrehaladásának ellenőrzését a vezetők számára (az üzemek teljesítéséről), valamint a "kivételek elve" alapján kiírja a hátralévő gyártási feladatokat, amely elsősorban a műhelyirányítóknak nyújt segítséget. b) MAS-M programcsomag (kidolgozta a Hoskyns Vállalat, hazai viszonyokra alkalmazta a Comporgan Rendszerház az 1980-as években). Párbeszédes üzemmódban dolgozó rendszer, alapvetően a készletgazdálkodás, a termelésprogramozás és az értékesítés kezelésére. c) OMAC programcsomag (On line Manufacturing Control System). Közvetlen (egyidejű) irányítást megvalósító operatív termelésirányítási rendszer. 1990 óta alkalmazzák Fő
moduljai: - szükséglettetvezés; - műveletek közötti állományok kezelése, továbbítása; - gyártási készletek ellenőrzése, számbavétele; - operatív irányítás. d) KYBERNOS programcsomag (kidolgozta az Inforient Rendszertechnikai kft., 1988) A programcsomag moduljai: - az értékesítés kezelése; 9 - a termék- és technológiai alapadatbázis; - ütemezése; - a raktározási tevékenységek menedzselése. Jellemzője a nagyfokú rugalmasság, azaz nem kényszeríti rá a saját filozófiáját a felhasználóra, hanem alkalmazkodik hozzá. Nem integrálja az egyes részrendszereket, hanem önállóan alkalmazza azokat. A JIT-koncepció A JIT (Just-In-Time: éppen a kellő időben) elnevezésű termelési és folyamatirányítási koncepció japán eredetű. A számítógép nagymértékben elősegítheti a pontos tervezést, a tényállapotok azonos idejű megfigyelését, és így az operatív programozás során az "éppen a kellő időben"
történő utasítások, beavatkozások kezdeményezését. A japánok igen részletesen elemezték gyártási folyamataikat annak érdekében, hogy kiszűrjék a termelés során keletkező felesleges készleteket és veszteségeket. A JTT termelési módszer kiváló menedzselési elvekre épül, és nem igényel nagy beruházási költségeket. A vezetési filozófia alapelvei a következők: - a gyártási folyamatot a figyelem középpontjába állítja; - az átállási időket és tevékenységeket csökkenti, egyszerűsíti; - a minőség és megbízhatóság magas színvonalát valósítja meg; - egységes szállítási, ellátási és készletezési rendszert alkalmaz. A JIT tehát alapjában véve a gyártás során keletkező különböző veszteségek kutatása, ill. elkerülése (anyagkészletek, selejt, várakozások, kieső idők, géphibák, szállítási ütközések stb.) Fő jellemzője a vevők-gyártás-szállítás olyan összehangolása, amely lehetővé teszi a
készletek kiiktatását. A JIT-hez tattozik a KANBAN irányítási rendszer, amelynek lényege, hogy a gyártás a kívánt szükségletek szerint saját magát szabályozza. Az alkatrészgyártás során a nyersdarabokat szállító konténerekbe irányítókártyákat helyeznek, s ezek felhatalmazzák a gyártórészlegeket a kívánt mennyiségek gyártására. A CIM vezetési perspektíva A CIM (Computer Integrated Manufacnuing: számítógéppel integrált gyártás) vezetési szisztéma olyan visszacsatolásos komplex irányítási rendszer, amelyben a fő bemenő adatok a termékekre vonatkozó követelmények és jellemzők, a kimenő adatok pedig a felhasználásra kész termékek a kívánt minőségben és időben szállítva. Ez igényli az információs tevékenység olyan mértékű automatizálását, amelyben a számítógépes részrendszerek zárt kört alkotnak. Számítógépes információs rendszernek nevezzük az információs rendszer azon alrendszereit,
amelyek az információs tevékenységet számítógéppel támogatják vagy azzal valósítják meg. Így pl a számítógépes integrált és automatizált rendszerben megtalálható: - a számítógéppel támogatott fejlesztés (CAE: Computer Aided Engineering); - a számítógéppel támogatott tervezés (CAD: ComputerAided Design); - a számítógéppel támogatott termeléstervezés (CAP: Computer Aided Planning); - a számítógéppel támogatott gyártás (CAM: Computer Aided Manufacturing) a rugalmas gyártórendszerrel (FMS: Flexible Manufacturing System) és a robottechnológiával; 10 - a számítógéppel támogatott minőségbiztosítás (CAQ: Computer Aided Quality); - a számítógéppel támogatott szervizelés (CAS: Computer Aided Service); - a számítógéppel támogatott szervezés (CAO: Computer Aided Organisation). Ma a közhasználatú CAD/CAM a számítógép vezérelte tervezést és az ezt realizáló gyártást foglalja magában. Bár e technika
fejlődése még nem én a csúcspontjára, gyakorlati alkalmazása pedig nem kellőképpen elterjedt, az automatizálás filozófiája szerint már a kővetkező lépcsőfok automatizálása is megkezdhető, s az eddig külön-külön kezelt egységeket össze lehet vonni egységes rendszerbe. Az így megszületett, a programozásra és a termelésirányításra is kiterjedő összetett rendszer a CIM (Computer lntegrated Manufacturing), azaz számítógéppel integrált gyártás.[3] 3. Példa a számítógépes termelésmenezsmentre CAD/CAM Magyarországon Már Magyarországon is hódít a számítógépes tervezés. A legkülönbözőbb iparágak szakemberei gépészek, építészek, villamosmérnökök, beruházók, konstruktőrök, tervezők alkalmazzák haszonnal a CAD/CAM-rendszereket A CAD rendszerek felhasználói főként a szerkesztési feladatok hatékonyabb megoldására vetik be a számítástechnikát Rövid időn belül kiderül azonban, hogy ez csak a jéghegy
csúcsa. Még tetemesebb gazdasági előnyökkel kecsegtet, ha a rajzok tartalmából más dokumentáció - darabjegyzék, összekapcsolódási lista, beszerzési adathalmaz, termelésirányítási rends2erek bemenő információi stb. - is levezethető Ehhez nyilván grafikus bemenő információként kell kezelni a gépi rajzokat Ez szükséges pl. a gépipari , alkalmazások esetében is, ahol a képernyőn térben ábrázolt testeket vagy felületeket közvetlenül, a térben szeretné módosítani a tervező, ezenkívül szeretné kiszámítatni az objektumok fizikai jellemzőit, vagy árnyékolt képek létrehozására bírná rá a gépet. Ha a rajzokat bemenő információként használjuk, akkor a tervezési folyamatot összekapcsolhatjuk az NC (Numerical Control) megmunkáláshoz szükséges adatok eőá11ításával, és ily módon zárt számítógépes tervezési-gyártási rendszert alakíthatunk ki. A fenti feladatok ellátására alkalmas rendszerek az Európában
leginkább elterjedt s egykor az Ikarusban is bevezetett Medusa, és ugyanilyen lehetőségeket rejt magában a gépészeti tervezés és gyártás teljes spektrumát lefedő rendszer, a CADDS. A Medusa a hagyományos tervezőrendszerek ott alkalmazhatóak, ahol vázlatos, valamint az ebből létrehozandó perspektivikus ábrázolásra és az ezekhez kapcsolódó, tetszőleges felhasználási igényeket kielégítő számítógépes feldolgozásra kerül a hangsúly. A CADDS a gépészeti tervezés és gyártás professzionális rendszere. A két és háromdimenziós rajzoláson és szerkesztésen kívül lehetőséget nyújt a test- és felületmodellezésre is. Gyártást támogató moduljai az öttengelyes NC megmunkálást is lehetővé teszik. 11
támaszkodik. A stratégiai menedzsment a menedzsmentnek a környezethez való alkalmazkodást elősegítő módszere, amelynek segítségével a vállalkozás alkalmazkodhat a környezeti kihívásokhoz, ill. befolyásolhatja, alakíthatja környezetét a saját prosperitásának növelése érdekében Az előzőek figyelembevételével a mai hazai viszonyok és a szakmai szempontok optimális ötvözetét keresve a termelésmenedzsment feladatainak tartalmi rendszerezését a 2. ábrán látható vázlat mutatja A vállalkozásoknak folyamatosan alkalmazkodniuk kell a környezetükhöz és azok elemeinek változásaihoz, egyébként elveszhetnek. 2 A környezeti hatásos a marketingtevékenység és a stratégiai kapcsolatok összefonódása (integrációja) ad lehetőséget és indíttatást a projektmenedzsment számára a termelőrendszer és a termelési folyamat összehangolására. Ebbe jelentősen be kell hogy kapcsolódjon a termelésmenedzsment is, mert a mit, mikor,
kinek kérdések megválaszolásához egyúttal a hogyan, mivel, kivel, milyen áron stb. kérdésekre is választ kell találni, amire csak ő lehet képes. Az együttműködés a projekt- és a termelésmenedzsment között vonatkozik: - a konkrét termelési célkitűzések eldöntésére; - a termelés alapfeltételeinek megteremtésére; - a termelőrendszer létrehozásában való együttműködésre.[3] 2. ábra Termelésmenedzsment feladatai 2. Termelésmenedzsment funkciói 2.a A gazdaságos sorozatnagyság problémája A kapacitás és átbocsátóképesség tetvezése adott időszakra vonatkozik. Ez lehet egy év vagy rövidebb egység (negyedév), de feltételezi, hogy az időszakban a berendezések leterhelése a tervezett mértékig állandóan biztosítható. Egyedi gyártásban ez folyamatos munkaellátottságot, míg tömeggyártásban szakadatlan munkafolyamatot tételez fel. Sorozatgyártásban azonban a probléma összetettebb. Itt ugyanis lényeges eldöntendő
kérdés, hogy a kapacitás terhelésénél az évi gyártási mennyiségből egyszerre mekkora tételnagyságot (mennyiséget) kell indítani. A lehetséges szélső esetek: - egyenként indítani a darabokat, - egyszerre indítani az egész mennyiséget. A kérdés, hogy e két határ között van-e gazdaságilag optimálisnak ítélhető mennyiség, azaz van-e gazdaságos sorozatnagyság? Sorozatnagyságon (s) az azonos gyártmányok (alkatrészek) egyszeri gépbeállítással gyártott darabszámát értjük (db/sorozat). A sorozatnagyság-számítás azért fontos, hogy a különböző befolyásoló tényezők hatását mérlegelve megállapítható legyen a 3 darabszám, amelynek alkalmazásával a gyártmányegység (ön)költsége minimális, ill. a munkahely kihasználása optimális. A gazdaságos sorozatnagyság-számítás nem tekinthető kizárólag a sorozatgyártó üzemek feladatának. Az egyedi gyártásban a termékeket túlnyomórészt egyedenként vagy kis
mennyiségben állítják elő, mégis, a típus- és szabványalkatrészeket nagyobb darabszámban gyárthatják az alkatrészek összevonásával, és ez a körülmény szükségessé teszi a gazdaságos sorozatok meghatározását. A tömeggyártás nagymértékű szakosodása miatt a munkahelyek hosszabb időn keresztül azonos műveleteket végeznek. Gépbeállítás, ún előkészület ritkán válik szükségessé, ezért a szó valódi értelme szerint sorozatok elvileg nincsenek. Ilyenkor a berendezés időnkénti átállítása után a különféle alkatrészek gyártása váltakozva folyik, ami miatt szükség van a váltásszám gazdasági meggondolásokon alapuló számítására. A sorozatnagyság növelésének pozitív hatásai: - az átállítások közötti idő nő, a gépek előkészítésére fordított bérek csökkennek; - az átállítási időveszteségek (szerszám és dokumentáció előkészítése, gépbeállítás stb.) csökkenése miatt nagyobb lesz a
gépi berendezés hasznos időalapja, javul a kapacitás kihasználása; - a nagyobb darabszám fokozza a begyakorlottságot, s ez a munka termelékenységének növekedésével, a selejt csökkenésével jár, - kevesebb lesz a szállítási, a rendelési, bizonylatolási és a nyilvántartási tétel, ezért az irányítás és az adminisztráció egyszerűsödik. A sorozatnagyság növelésének negatív hatásai: - növekszik az átfutási időtartam; - emelkedik a befejezetlen termékállomány mennyisége; - a forgóeszközök lekötési ideje hosszabb, állománya pedig nagyobb lesz; - a készletek mennyiségének emelkedése mellett fokozódik a termelési és raktározási területigény, jelentős raktározási veszteséggel (káló, korrózió stb.) is számolni kell Többféle sorozatnagyság-számítási eljárás ismert. Ezeket két csoportra oszthatjuk, mivel a számos különböző módszer két alapvető elvre vezethető vissza. Az egyik csoport - a gazdasági elv
szerint - különféle matematikai megoldásokkal keresi azt a darabszámot, amely mellett az alkatrész önköltsége a legkisebb. A másik csoportba tartozó eljárások a sorozat darabszámának költségkihatásait nem tekintik döntő tényezőnek, a gyártásszervezési szempontoknak (gépkihasználás, területigény stb.) rendelik alá a sorozatnagyság meghatározását [3] 2.b A termelésmenedzselés mint szaktevékenység Célja a termelés gazdaságos és ütemes végrehajtásának biztosítása a termelési kapacitás legkedvezőbb kihasználásával, a gyártás előrehaladásának pontos időbeni meghatározásával, a párhuzamos terhelések kiküszöbölésével. Ebben az összetett tevékenységben a vállalati termék-előállító folyamatot olyan (átalakító) tevékenységnek kell tekintenünk, amely a vállalaton kívüli és belüli feltételeket összehangolja, a munka feltételeit biztosítja és a végrehajtást ellenőrzi. A folyamatot alkotó, de
szerteágazó feladatokat jelentő tevékenység egyszerűsített vázlatát a 3 ábra mutatja. Az ábrán a vezetés szintjei, azok feladatai és az elvégzendő feladatok láthatók. 4 A vállalati döntéseket a különböző szinteken az határozza meg (és határolja el egymástól), hogy milyen a jellegük, így: - a legfelsőbb szinten stratégiai és távlatilag előrejelző; - a középső szinteken középtávú tervező és konkrét feladatmeghatározó; - az alsó (végrehajtó) szinteken feltételbiztosító és térben-időben elosztó, ill. ütemező Minden vállalat változó körülmények között dolgozik, ezért a szervezeteknek, a módszereknek és az embereknek alkalmazkod6képeseknek, az eszközöknek pedig rugalmasaknak kell lenniük.[3] 3. ábra A vállalati termelésvezetés funkcióvázlata[3] A számítógépek fejlődésével a vállalatoknál új ügyintézési stílus alakult ki, miáltal az emberek végzik az "intelligens" munkákat
(amelyekhez koncepció és döntési képesség szükséges), és a gépek a tömeges adatfeldolgozást. Az ember szerepe minden szinten döntő marad. A célok kialakításakor éppen úgy, mint a módszerek meghatározásakor, a rendszer bevezetésekor, ill. az adatok és eredmények értékelésekor vagy a szabályozás ellenőrzésekor.[3] 2.c A gyártás időrendi tervezését megalapozó számítások A termelési terv a gyártmányok kibocsátási határidőit rögzíti. A terv olyan alapadatokra épül, amelyek segítségével a végső határidő biztonságosan megállapítható A gyártás spontán azonban a végső határidőn belül biztosítani kell az összes szükséges művelet 5 elvégzését, ezek csatlakoztatását, s közben a termelőberendezések egyenletes kihasználását. E részhatáridők megállapításakor valamennyi gyártási művelettel kapcsolatban dönteni kell arról, hogy azokat hol és mikor végezzék el A döntések megalapozására egy
összefüggő számítási rendszer adott. Első feladat a rendszer kapacitásárnak majd az ebből megvalósítható résznek, az átbocsátóképességének meghatározása a cél. A) Az időalapok számítása Az időalap az elméleti maximumtól (naptári időalap) a tényleges üzemeltetés időmennyiségéig széles skálán változhat. A lehetséges és a rendelkezésre álló időalapnak döntő szerepe van a teljesítőképesség (kapacitás) és az átbocsátóképesség (munkarend szerinti kapacitás) számításában. a) Naptári időalap(Tn) A vizsgált időszakban mximálisan igénybe vehető üzemórák száma. Alapösszefüggése: Tn=Nmszmógsz h/időszak, ahol Tn Naptári időalap msz Napi maximális műszakszám mó Egy műszak maximális óraszáma gsz Homogén gépcsoportba tartozó gépek száma b) Hasznos időalap (Th) A naptári időalapnak a TMK-munkák időigényével csökkentett változata. Th=Tn-tTMK h/időszak, ahol Th Hasznos időalap tTMK Tervszerű
megelőző karbantartás időigénye c) Munkarend szerinti időalap (T’n) Tn' = N ' msz' mó' g sz' h/év, ahol T’n Munkarend szerinti időalap N’ A vizsgált időszakban lévő munkanapok száma msz' A napi tényleges műszakszám mó' Egy műszak valóságos óraszáma g sz' A gépcsoportba tartozó, a gyártmány előállításán ténylegesen dolgozó gépek száma d) Munkarend szerinti hasznos időalap (Th’) Th’=Tn’-tTMK B) A kapacitásnorma számítása (Kn) Annak a gyártmányegységnek a munkaigényét, amelyet a vizsgált homogén gépcsoporton előállítanak, a kvantitatív értéke. 6 Kn = Ni Tmax' % ⋅ 100 idő/db, ahol Kn A kapacitásnorma Ni A megmunkálás összevont ideje Tmax’% A tartósan elért legnagyobb dolgozói teljesítmény % A gyártás tömegszerűsége megköveteli , hogy az előkészületi időt a sorzat darabszámával vegyük számításba. Ennek megfelelően a kapacitásnorma sorozat-
és tömeggyártásban alkalmazható formája: t eb + td s ⋅ 100 idő/db, ahol Kn = Tmax' % teb Előkészületi és befejezési idő s A sorozat darabszáma td Darabidő 2.d Számítógépes termelésirányítási rendszerek A számítógépes termelésirányítási rendszer kiépítése alapvetően megváltoztatja a hagyományos termelésirányítás szervezeti, működési és ügyviteli feladatait, létrehozása és fenntartása jelentős vezetési, szervezési feladat a menedzsment számára.[3] 4. ábra Számítógéppel integrált termelés[2] Alapvető típusaikat történeti áttekintésként a következőkben csoportosítottuk: - Összetett termelésirányítási rendszerek A gyakorlatban ma mát különféle termelésirányítási elvekre építő konkrét "programrendszerek" készültek. Ezek típusmegoldások, és legtöbbször módosítani kell az adott felhasználóknál. 7 Ilyen ismert programrendszer volt, amelynek
elsődleges hazai módosítása több vonatkozásban is megtörtént, az IBM által kidolgozott MOS, ill. PICS programrendszer Ezek rövid ismertetése tartalmazza mindazon jellemzőket, amelyek a különböző nagyszámítógépes termelésirányítási rendszerekben megtalálhatók A) Az IBM vállalat MOS rendszere: Az IBM 1960-ban kezdeményezte a számítógépes termelésirányítási típusrendszer kidolgozását, amely a számítógépek széles körű felhasználását szolgálta. A rendszer az IBM-1400 gépcsaládra készült, szolgáltatásai a következők voltak: a) Jól karbantartható törzsadat- és utasításrendszer, amely a következő részeredményeket adta: - termelési terv, - anyagszükségleti terv, - rendelésállomány, - határidőzés, - operatív program, - terveltérések kezelése. b) A megoldás előnye, hogy konzolírógéppel a rendszer mindenkori állapotáról típusinformációkat volt képes nyújtani. c) A gyakorlat azt mutatta, hogy az
alrendszerként külön-külön tárolt azonos adatok nem biztosítják az egyszerű módosítást, és a rendszer nehézkes, költséges. Szükségessé vált egy olyan programrendszer létrehozása, amely közös alapadatforrásból táplálkozik. B) Az IBM vállalat PICS rendszere: Az IBM továbbfejlesztett termelésirányítási programrendszere a PICS (Production and Inventory Control System: termelésirányítási és készletgazdálkodási rendszer) az IBM360 gépcsaládra készült, és kiküszöbölte az előző program hiányosságait. Központi helyet foglal el benne az elsődleges adatbázis kialakítása és rendszeres karbantartása, amely "adatbank" jellegű. Az adatok tárolása majdnem kizárólagosan biztosítja a lekérdezéses (ember-gép párbeszédes) üzemmódot, ami az egyes helyi döntésekhez szükséges információszolgáltatáson túl lehetővé teszi, hogy minden vezető ugyanarról a gazdasági eseménytől azonos információt kapjon. A
rendszer modul (építőszekrény) felépítésű. Ez lehetővé teszi fokozatos kialakítását is A rendszemek kettős adatbázisa van: - Az elsődleges adatbázis a törzsadatokat tartalmazza, amelyek közvetlen hozzáférésű lemeztárolókon vannak. - A másodlagos adatbázist a rendszer az elsődleges adatbázisból saját maga képezi, megfelelően kialakított feldolgozóprogram, azaz darabjegyzéket feldolgozó program segítségével. A PICS rendszer moduláris programjai: Az adatbank lényegi felhasználása azokban az építőszekrény-elv szerint kidolgozott programokban történik meg, amelyek együttese alkotja a PICS integrált információrendszerét e programok és feladataik röviden: - BOMP program (technikai adatfeldolgozás); - MINCOS program (készlet- és raktárgazdálkodás); - MOSCOR program (igényszámítás és tervezés); - CLASS program (operatív programozás). 8 Mindezek kiegészülnek még a gyártási bizonylatok kialakításához, a termelés
elszámoláshoz, az értékesítéshez alkalmazható programokkal, ill. ezek változataival Az összetett termelésirányítási rendszer szerkezete így önálló alrendszerek integrációjával valósítható meg. A nagyszámítógépes termelésirányítási rendszerek nagyfokú integrációt igényelnek, így legtöbbször a teljes vállalat integrált információs rendszerébe beépülnek. Az IBM a rendszert egyre tökéletesíti, fejlettebb változat a COPICS. - A termelésmenedzsment számítógépes támogatása (programcsomagok) A vállalati információrendszer elméletének és gyakorlatának fejlődése, az információrendszer stratégiai, taktikai, operatív és folyamatirányítási szintjeinek kialakulása, valamint egymással való kapcsolata szükségszerűen magával hozta az irányítás fejlesztését, s ezen keresztül osztott intelligenciájú számítógépes hálózatok kialakítását. Ma már megszűnt a nagyszámítógépek kizárólagos szerepe az
információfeldolgozásban, és előtérbe került a decentralizált adatbázisok megszervezése, az erre épülő operatív irányítás automatizálása kisszámítógépek alkalmazásával. A különböző elveken kidolgozott termelésirányítási programcsomagok részletes ismertetése nem célunk, mert ezek részben helyi jellegűek, részben folyamatos fejlesztés alatt állnak. Néhány jellemző példa közülük: a) MINITIP programcsomag (kidolgozta a Struktúra Szervező Vállalat az 1970-es években). Kis- és középnagyságrendű gyártó-szerelő tevékenységet végző vállalatok számára, központi adatbázisra épülő termeléstervezési programozási rendszer. A rendszer adatbázisát törzsadattárak, közbenső adattárak, valamint "mozgási" adattárak alkotják. A MINTI1P programcsomag kilenc alkalmazási alrendszerből áll A kilenc modul megvalósítja a megrendelések nyilvántartását és feldolgozását, elkészíti az éves, negyedéves
gyártási és értékesítési terveket, a gyártási tervhez meghatározza az anyag-, létszám-, gép- és gyártóeszköz-szükségleteket. Program gondoskodik a gyártási bizonylatok kiírásáról és a raktári mozgások feldolgozásáról. Lehetővé teszi továbbá a gyártás előrehaladásának ellenőrzését a vezetők számára (az üzemek teljesítéséről), valamint a "kivételek elve" alapján kiírja a hátralévő gyártási feladatokat, amely elsősorban a műhelyirányítóknak nyújt segítséget. b) MAS-M programcsomag (kidolgozta a Hoskyns Vállalat, hazai viszonyokra alkalmazta a Comporgan Rendszerház az 1980-as években). Párbeszédes üzemmódban dolgozó rendszer, alapvetően a készletgazdálkodás, a termelésprogramozás és az értékesítés kezelésére. c) OMAC programcsomag (On line Manufacturing Control System). Közvetlen (egyidejű) irányítást megvalósító operatív termelésirányítási rendszer. 1990 óta alkalmazzák Fő
moduljai: - szükséglettetvezés; - műveletek közötti állományok kezelése, továbbítása; - gyártási készletek ellenőrzése, számbavétele; - operatív irányítás. d) KYBERNOS programcsomag (kidolgozta az Inforient Rendszertechnikai kft., 1988) A programcsomag moduljai: - az értékesítés kezelése; 9 - a termék- és technológiai alapadatbázis; - ütemezése; - a raktározási tevékenységek menedzselése. Jellemzője a nagyfokú rugalmasság, azaz nem kényszeríti rá a saját filozófiáját a felhasználóra, hanem alkalmazkodik hozzá. Nem integrálja az egyes részrendszereket, hanem önállóan alkalmazza azokat. A JIT-koncepció A JIT (Just-In-Time: éppen a kellő időben) elnevezésű termelési és folyamatirányítási koncepció japán eredetű. A számítógép nagymértékben elősegítheti a pontos tervezést, a tényállapotok azonos idejű megfigyelését, és így az operatív programozás során az "éppen a kellő időben"
történő utasítások, beavatkozások kezdeményezését. A japánok igen részletesen elemezték gyártási folyamataikat annak érdekében, hogy kiszűrjék a termelés során keletkező felesleges készleteket és veszteségeket. A JTT termelési módszer kiváló menedzselési elvekre épül, és nem igényel nagy beruházási költségeket. A vezetési filozófia alapelvei a következők: - a gyártási folyamatot a figyelem középpontjába állítja; - az átállási időket és tevékenységeket csökkenti, egyszerűsíti; - a minőség és megbízhatóság magas színvonalát valósítja meg; - egységes szállítási, ellátási és készletezési rendszert alkalmaz. A JIT tehát alapjában véve a gyártás során keletkező különböző veszteségek kutatása, ill. elkerülése (anyagkészletek, selejt, várakozások, kieső idők, géphibák, szállítási ütközések stb.) Fő jellemzője a vevők-gyártás-szállítás olyan összehangolása, amely lehetővé teszi a
készletek kiiktatását. A JIT-hez tattozik a KANBAN irányítási rendszer, amelynek lényege, hogy a gyártás a kívánt szükségletek szerint saját magát szabályozza. Az alkatrészgyártás során a nyersdarabokat szállító konténerekbe irányítókártyákat helyeznek, s ezek felhatalmazzák a gyártórészlegeket a kívánt mennyiségek gyártására. A CIM vezetési perspektíva A CIM (Computer Integrated Manufacnuing: számítógéppel integrált gyártás) vezetési szisztéma olyan visszacsatolásos komplex irányítási rendszer, amelyben a fő bemenő adatok a termékekre vonatkozó követelmények és jellemzők, a kimenő adatok pedig a felhasználásra kész termékek a kívánt minőségben és időben szállítva. Ez igényli az információs tevékenység olyan mértékű automatizálását, amelyben a számítógépes részrendszerek zárt kört alkotnak. Számítógépes információs rendszernek nevezzük az információs rendszer azon alrendszereit,
amelyek az információs tevékenységet számítógéppel támogatják vagy azzal valósítják meg. Így pl a számítógépes integrált és automatizált rendszerben megtalálható: - a számítógéppel támogatott fejlesztés (CAE: Computer Aided Engineering); - a számítógéppel támogatott tervezés (CAD: ComputerAided Design); - a számítógéppel támogatott termeléstervezés (CAP: Computer Aided Planning); - a számítógéppel támogatott gyártás (CAM: Computer Aided Manufacturing) a rugalmas gyártórendszerrel (FMS: Flexible Manufacturing System) és a robottechnológiával; 10 - a számítógéppel támogatott minőségbiztosítás (CAQ: Computer Aided Quality); - a számítógéppel támogatott szervizelés (CAS: Computer Aided Service); - a számítógéppel támogatott szervezés (CAO: Computer Aided Organisation). Ma a közhasználatú CAD/CAM a számítógép vezérelte tervezést és az ezt realizáló gyártást foglalja magában. Bár e technika
fejlődése még nem én a csúcspontjára, gyakorlati alkalmazása pedig nem kellőképpen elterjedt, az automatizálás filozófiája szerint már a kővetkező lépcsőfok automatizálása is megkezdhető, s az eddig külön-külön kezelt egységeket össze lehet vonni egységes rendszerbe. Az így megszületett, a programozásra és a termelésirányításra is kiterjedő összetett rendszer a CIM (Computer lntegrated Manufacturing), azaz számítógéppel integrált gyártás.[3] 3. Példa a számítógépes termelésmenezsmentre CAD/CAM Magyarországon Már Magyarországon is hódít a számítógépes tervezés. A legkülönbözőbb iparágak szakemberei gépészek, építészek, villamosmérnökök, beruházók, konstruktőrök, tervezők alkalmazzák haszonnal a CAD/CAM-rendszereket A CAD rendszerek felhasználói főként a szerkesztési feladatok hatékonyabb megoldására vetik be a számítástechnikát Rövid időn belül kiderül azonban, hogy ez csak a jéghegy
csúcsa. Még tetemesebb gazdasági előnyökkel kecsegtet, ha a rajzok tartalmából más dokumentáció - darabjegyzék, összekapcsolódási lista, beszerzési adathalmaz, termelésirányítási rends2erek bemenő információi stb. - is levezethető Ehhez nyilván grafikus bemenő információként kell kezelni a gépi rajzokat Ez szükséges pl. a gépipari , alkalmazások esetében is, ahol a képernyőn térben ábrázolt testeket vagy felületeket közvetlenül, a térben szeretné módosítani a tervező, ezenkívül szeretné kiszámítatni az objektumok fizikai jellemzőit, vagy árnyékolt képek létrehozására bírná rá a gépet. Ha a rajzokat bemenő információként használjuk, akkor a tervezési folyamatot összekapcsolhatjuk az NC (Numerical Control) megmunkáláshoz szükséges adatok eőá11ításával, és ily módon zárt számítógépes tervezési-gyártási rendszert alakíthatunk ki. A fenti feladatok ellátására alkalmas rendszerek az Európában
leginkább elterjedt s egykor az Ikarusban is bevezetett Medusa, és ugyanilyen lehetőségeket rejt magában a gépészeti tervezés és gyártás teljes spektrumát lefedő rendszer, a CADDS. A Medusa a hagyományos tervezőrendszerek ott alkalmazhatóak, ahol vázlatos, valamint az ebből létrehozandó perspektivikus ábrázolásra és az ezekhez kapcsolódó, tetszőleges felhasználási igényeket kielégítő számítógépes feldolgozásra kerül a hangsúly. A CADDS a gépészeti tervezés és gyártás professzionális rendszere. A két és háromdimenziós rajzoláson és szerkesztésen kívül lehetőséget nyújt a test- és felületmodellezésre is. Gyártást támogató moduljai az öttengelyes NC megmunkálást is lehetővé teszik. 11
